







HGF150x10 DFT Pipe Mill Line
Basic conditions:
1. Strip steel coil
Material: HR coils
Strip steel thickness: 3~10mm
Strip steel width: 200~600 mm
Width tolerance ±0.5 mm
Inner Diameter: Φ610mm-Φ760mm
Outer Diameter: Φ1200mm~Φ2200mm
Max Weight: Max.20ton.
2. Steel Pipe Specification
Square Pipe: 50x50mm-150mmx150mm
Thickness: 3~10mm
Rectangle Pipe: 80x60mm-200x100mm
Thickness: 3~10 mm
Length Scope of Pipe: 5~12.5m
3. Line speed: Max.40m/min
technical flow of production line
Coil car→ Uncoiler→ Coil Peeler & head straightener →Five roll Leveling→ shear and end welder→ Spiral accumulator → Forming → High-frequency induction welding→ Removing External burr→ Polishing Roller→ Water Cooling→ Sizing→ Milling Saw→ Rollout conveyor
Hydraulic double-cone uncoiler with Coil peeler and coil car
Double-cone hydraulic clamping with peeler. Peeler with pressure roller, driven by motor. Uncoiler cone can hold the strip coil in the function of oil cylinder. Then the pressure roller down pressed steel coil, the cone rotating, the bucket swing lifted and snapping the steel coil. When the head of the coil rotated to the place of bucket, the bucket can shovel and level the coil.
Five-roll Leveller
There is a pair of pinch roller. Leveling rolls are arranged for two top and three below. Pinching is pressured by hydraulic cylinder, leveling roll motor is cogged by worm wheel and worm screw reduced speed, the worm screws in front and one in back can come true be in-phase by sleeve connecting, which can ensure top leveling roll and under leveling roll be parallel, thereby which reach in the intention of flatten.
3. Hydraulic Shear & butt welder
It is used to parallel cut the trail of the strip, which has just gone into the accumulator, and the head of the strip coming out of uncoiled, and then weld them together.
Spiral accumulator is used to receive strip steel discontinuously from uncoiler and at the same time provide the steel strip to forming unit continuously.
The capability of reservation can be controlled by spiral parallel. The circumference difference of outer and inner parallel multiply by number of parallel is the capability of reservation.
There are guide roll supporting stand and torsion area in front of spiral accumulator. Steel strip will be turned from horizontal state to vertical state. Guide roll supporting stand is made up of carrier frame and holder and two pinch rolls, pinch rolls can alter strip steel from horizon state to vertical state. Pinch roll is hydraulic clamping & driven by motor , drive unit of accumulator is controlled by operating table
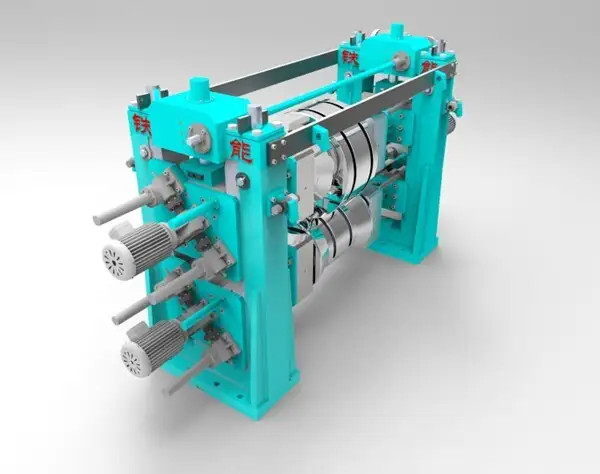
forming and sizing mill
The mill adopt the technology of direct forming to square, which has the advantages of stable forming, good quality of pipe surface and convenient changing product specifications. The forming mill is divided into two parts: break down part and fin pass. Compared with the technology of round to square, this process saves 30-70% of rolls, realizes the sharing of rolls and electric adjustment, saves the time of roll change and adjustment, improves the operation rate of the mill, and greatly reduces the equipment investment and spare parts reserve.
The mill is innovative in design, the forming technology ranks the leading level in China, and the mill will further optimize the direct forming square technology, so that the stress state of the steel strip in the deformation process is more reasonable. Meet the process requirements of welded pipe products, easy operation and maintenance, save investment, economic and practical.
The mill consists of forming mill (break down part, fin pass), high frequency welder, cooling device, sizing mill and transmission device etc.
Solid State High Frequency Welder(GGP800KW)
①Designed parameters
l Nominal power: 800kW
l Rated DC power: Pd=960kW
l Rated DC voltage: UdN=450V
l Rated DC current: IdN=1400A
l The whole efficiency: η≥85%
l Output power: Pout>800kW
l Designed frequency: f=150~250kHz
l MOSFET inverter: 120kW×8
l Tank circuit output mode: no welding transformer output, secondary resonance
Rotary Milling Saw
This mill is a high-tech project synchronized with the most advanced technology abroad. The saw not only has high-speed sawing motion, but also can travel on the set trajectory according to the different cross-sectional shapes of the part being cut. The entire system is controlled by a computer and has AC servo speed control systems. Adopt foreign advanced control unit. This makes the control precision high and the operation stable.
Structure type: Double saw blade, milling type
Control system: AC servo and Servo
Equipment composition: Basement, saw car, drived system, large disk rotation system, double saw blade sawing, feed system, clamp, roller device, speed measuring device, cooling system, hydraulic system, operating table, computer, speed control cabinet, photoelectric coding device;
Run out table
Function: deliver the pipe after cutting and drive it to oblique stand to ensure the delivering smoothly.
Mode: roller group consist of many single roller, rollers and rollers with motor cross layout. With poker
and pipe stopper
Roller
Material: Cr12MoV
Hardness of roller: HRC58-62
Deepness of quench hardening: ≥ 10mm
Roughness of surface: Ra≤0.8um