







F150x10 DFT パイプミルライン
基本条件:
1. 鋼帯コイル
材質: HRコイル
帯鋼の厚さ:3~10mm
帯鋼の幅: 200 ~ 600mm
幅公差 ±0.5 mm
内径:Φ610mm~Φ760mm
外径:Φ1200mm~Φ2200mm
最大重量:最大20トン。
2. 鋼管の仕様
角パイプ:50 x50 mm -15 0 mm x15 0 mm
厚さ:3~10mm
長方形パイプ:80 x60 mm -200 x10 0 mm
厚さ:3~10mm
パイプの長さ範囲:5~12.5m
3. ライン速度:最大40m/分
生産ラインの技術的な流れ
コイルカー→アンコイラー→コイルピーラー&ヘッドストレートナー→5ロールレベリング→シャー&エンド溶接機→スパイラルアキュムレーター→成形→高周波誘導溶接→外部バリ取り→研磨ローラー→水冷→サイジング→フライス加工機→ロールアウトコンベア
コイル剥離機とコイルカーを備えた油圧式ダブルコーンアンコイラー
ダブルコーン式油圧クランプとピーラー。ピーラーは加圧ローラーを備え、モーターで駆動します。アンコイラーコーンは、油圧シリンダーの機能でストリップコイルを保持します。加圧ローラーが鋼コイルを押し下げると、コーンが回転し、バケットがスイングして持ち上げられ、鋼コイルが挟み込まれます。コイルの先端がバケットの位置まで回転すると、バケットでコイルをすくい上げて平らにすることができます。
5ロールレベラー
ピンチローラーが2つあります。レベリングローラーは上部に2つ、下部に3つ配置されています。ピンチは油圧シリンダーによって加圧され、レベリングローラーモーターはウォームホイールとウォームスクリューによって減速され、前後のウォームスクリューはスリーブ接続によって同相にすることができ、上部レベリングローラーと下部レベリングローラーが平行になるようにすることで、平坦化の目的を達成します。
3. 油圧式せん断機および突合せ溶接機
これは、アキュムレータに投入されたばかりのストリップの軌跡と、巻き戻されて出てくるストリップの先端を平行に切断し、それらを溶接するために使用されます。
スパイラルアキュムレータは、アンコイラーから断続的に鋼帯を受け取り、同時に成形ユニットに鋼帯を連続的に供給するために使用されます。
保持能力は螺旋状の平行線によって制御できます。外側と内側の平行線の円周差に平行線の数を掛けたものが保持能力となります。
スパイラルアキュムレータの前面には、ガイドロール支持スタンドとねじりエリアがあります。鋼帯は水平状態から垂直状態に回転されます。ガイドロール支持スタンドは、キャリアフレームとホルダー、および2つのピンチロールで構成されています。ピンチロールは鋼帯を水平状態から垂直状態に回転させることができます。ピンチロールは油圧クランプ式で、モーターによって駆動されます。アキュムレータの駆動ユニットは操作テーブルによって制御されます。
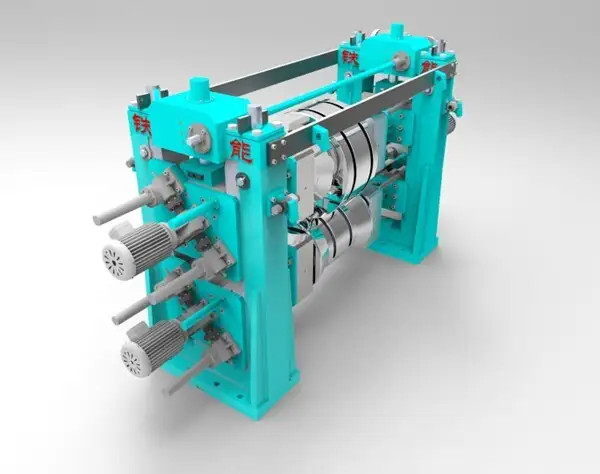
成形・サイジングミル
このミルは、直接成形による角形化技術を採用しており、安定した成形、良好なパイプ表面品質、製品仕様の変更の容易さといった利点があります。成形ミルは、破断部とフィンパスの2つの部分に分かれています。丸形から角形への技術と比較して、このプロセスではロールの使用量を30~70%削減し、ロールの共有と電動調整を実現し、ロール交換と調整にかかる時間を節約し、ミルの稼働率を向上させ、設備投資と予備部品の在庫を大幅に削減します。
この製鉄所は革新的な設計で、成形技術は中国国内トップレベルに位置づけられており、さらに直接成形角形技術を最適化することで、変形過程における鋼帯の応力状態をより合理的にします。溶接管製品の加工要件を満たし、操作とメンテナンスが容易で、投資を節約でき、経済的かつ実用的です。
圧延機は、成形機(破断部、フィンパス)、高周波溶接機、冷却装置、サイジングミル、伝動装置などから構成されます。
固体型高周波溶接機(GGP800KW)
①設計パラメータ
l 定格出力:800kW
l 定格直流電力:Pd=960kW
l 定格直流電圧:UdN=450V
l 定格直流電流:IdN=1400A
l 全体の効率:η≥85%
l 出力電力:Pout > 800kW
l 設計周波数:f=150~250kHz
l MOSFETインバータ:120kW×8
l タンク回路出力モード:溶接トランス出力なし、二次共振
回転式フライス盤
この製材機は、海外の最先端技術と同期したハイテクプロジェクトです。鋸刃は高速切断動作に加え、切断対象物の断面形状に応じて設定された軌道に沿って移動できます。システム全体はコンピュータ制御で、ACサーボ速度制御システムを採用しています。海外製の先進的な制御ユニットを使用することで、高い制御精度と安定した動作を実現しています。
構造タイプ:二枚刃鋸刃、フライス加工タイプ
制御システム: ACサーボとサーボ
装置構成:基台、鋸台車、駆動システム、大型ディスク回転システム、二枚鋸刃切断装置、送りシステム、クランプ、ローラー装置、速度測定装置、冷却システム、油圧システム、作業台、コンピュータ、速度制御盤、光電符号化装置;
ランアウトテーブル
機能:切断後のパイプを搬送し、搬送を確実にするために斜めスタンドに駆動します。 スムーズに。
モード:ローラーグループは、多数のシングルローラー、ローラー、およびモトクロスレイアウトのローラーで構成されています。ポーカー付き
パイプストッパー
ローラー
材質:Cr12MoV
ローラーの硬度:HRC58-62
焼入れ硬化の深さ:10mm以上
表面粗さ:Ra≤0.8μm