







ERW114 炭素鋼管製造機
製品パラメータ
| 丸管 | 最小Φ50mm、最大Φ114mm |
| 丸管の厚さ | 最小1.5mm、最大6.0mm |
| スクエアチューブ | 最小40×40mm、最大90×90mm |
| 長方形チューブ | 最小30X50mm、最大80X100mm |
| 正方形および長方形のチューブの厚さ | 最小1.5mm、最大5.0mm |
| パイプの長さ | 6.0~12.0m |
| 長さ許容差 | ±2.0mm |
| 形成中の | ラウンド:伝統的な成形技術 正方形と長方形:丸から正方形へ |
| 溶接マザード | 固体高周波溶接 |
| 給餌方向 | 右側または左側からの給餌 |
製品工程図
製品説明
ERW114は、精密炭素鋼管および低合金鋼管の製造向けに設計された高性能高周波電気抵抗溶接(ERW)パイプ生産ラインです。国際的な先進技術と現地のイノベーションを融合させたこのラインは、卓越した加工精度、運用効率、そして信頼性を実現し、多様な産業用途に最適です。
成形部
成形セクションは、溶接管工場の中核機能ユニットとして機能し、連続的かつ漸進的な曲げ加工を通じて平鋼コイルを特定の断面形状を持つオープンシームパイプブランクに変換する役割を担います。
配置: 5つのロールフラットナー、7つの水平ロールスタンド、8つの垂直ロールスタンドを供給
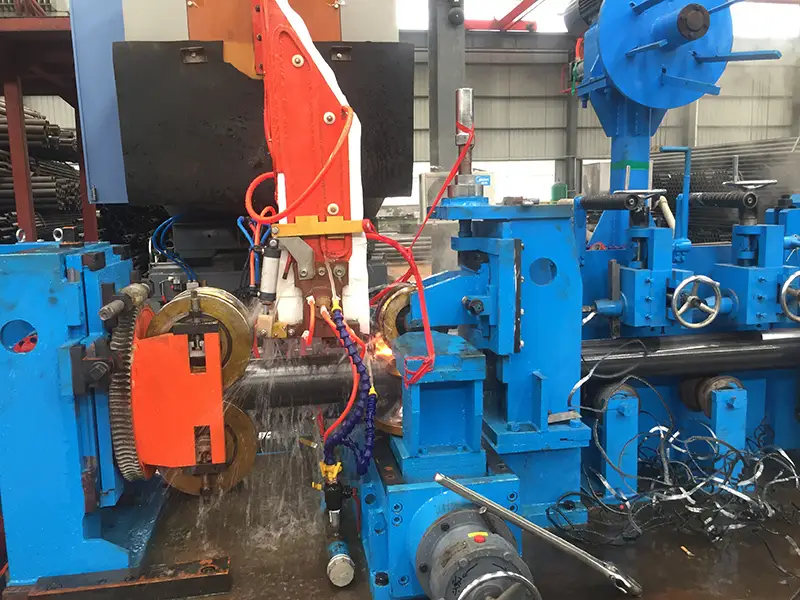
溶接セクション
溶接部は、成形部から出たオープンパイプブランクをシームレス溶接された閉じたパイプに変換する重要なユニットであり、その性能が完成したパイプの溶接強度、気密性、表面品質を直接決定します。
配置:ガイドロールスタンド、スクイズロールスタンド、バリ取り装置、研磨ロールスタンド、水冷タンク等。
サイズセクション
サイジングセクションは、溶接管製造ラインにおける最終工程の精密ユニットであり、溶接および溶接痕除去後の溶接管ブランクを、必要な寸法精度、真円度、および真直度に適合するように調整する役割を担っています。サイジングセクションは、完成した管の仕様の一貫性を確保する上で重要な役割を果たしており、これは配管接続や組立といった後続工程において不可欠です。
タークスヘッド
サイジングミルの最終セクションに位置し、主な機能は鋼管の粗矯正です。2スタンド4ロールの粗矯正機で、矯正ヘッド全体が回転および水平移動可能です。3点矯正方式により鋼管を矯正します。
なぜ当社を選ぶのでしょうか?
高度な溶接技術:最適化されたロールパス設計による高周波誘導溶接を採用し、均一な溶接継ぎ目、強力な接合力、完成したパイプの優れた構造的完全性を保証します。
高精度制御:半自動制御システムと精密圧延部品を備え、厳格な寸法公差とバッチ間の一貫した製品品質を実現します。
効率的な生産:高速成形および溶接プロセスと省エネ駆動システム(主電源:132kW~200kW、
高周波電力: 300kW ~ 400kW) により、エネルギー消費を最小限に抑えながらスループットを最大化します。
多様な生産能力:円形、角形、長方形のパイプのほか、特殊形状のチューブやキャリッジ プレートを製造でき、さまざまなシナリオのアプリケーションのニーズに適応します。
ユーザーフレンドリーな設計:操作およびメンテナンスの手順が簡素化され、モジュール構造によりコンポーネントの組み立て、分解、交換が容易になり、ダウンタイムが短縮されます。
この機械の納期はどれくらいですか?
約3ヶ月程度かかります。
保証期間はどのくらいですか?
2年間、スペアパーツと人為的損傷を専門に扱います。