







HGF125x6 DFT パイプミルライン
製品パラメータ
1. 帯鋼コイル
材質: HRコイル
帯鋼の厚さ:2~6mm
帯鋼の幅: 160 ~ 500mm
幅の公差は±0.5mmです。
内径:Φ610mm~Φ760mm
外径:Φ1200mm~Φ2200mm
最大重量:最大15トン
2. 鋼管の仕様
角パイプ: 40 x40 mm - 125mm x 125mm
角パイプ:40 x 60mm -10 0 x15 0ミリメートル
厚さ:2~6mm
パイプの長さ範囲:4~14m
3. ライン速度:最大60m/分
生産ラインの技術的な流れ
コイルカー→アンコイラー→コイルピーラー&ヘッドストレートナー→5ロールレベリング→シャー&エンド溶接機→スパイラルアキュムレーター→成形→高周波誘導溶接→外部バリ取り→研磨ローラー→水冷→サイジング→冷間切断→ロールアウトコンベア
コイル剥離機およびコイルカー付き油圧式シングルコーンアンコイラー
シングルコーン油圧クランプとピーラー。ピーラーは加圧ローラーを備え、モーターで駆動します。アンコイラーのコーンヘッドは、油圧シリンダーの機能でストリップコイルを保持します。加圧ローラーが鋼コイルを押し下げると、コーンヘッドが回転し、バケットがスイングして持ち上げられ、鋼コイルが挟み込まれます。コイルのヘッドがバケットの位置まで回転すると、バケットでコイルをすくい上げて平らにすることができます。
5ロールレベラー
挟みローラーが2つあります。レベリングローラーは上部に2つ、下部に3つ配置されています。挟み込みは油圧シリンダーによって加圧され、レベリングローラーモーターは減速機によってウォームギアで駆動されます。前後のウォームスクリューはスリーブによって同位相で同期することができ、これにより上部レベリングローラーと下部レベリングローラーが平行になり、レベリングの目的が達成されます。
油圧式せん断機および突合せ溶接機
これは、アキュムレータに入ったばかりのストリップの末端と、アンコイラーから出てくるストリップの先端を平行に切断し、それらを溶接するために使用されます。
スパイラルアキュムレータ (外径:6.5m)
スパイラルアキュムレータは、アンコイラーから断続的に鋼帯を受け取り、同時に成形ミルに鋼帯を連続的に供給するために使用されます。
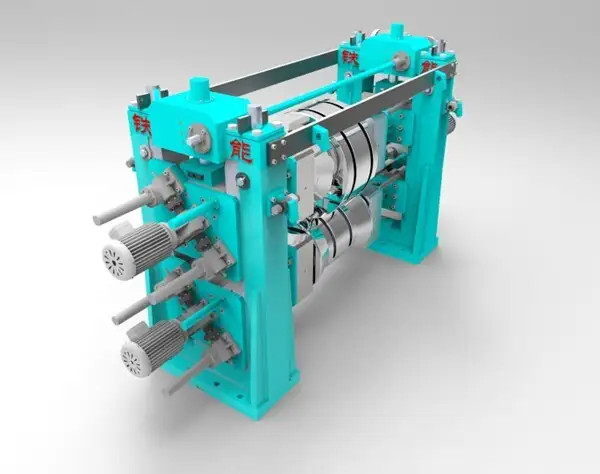
成形・サイズ調整ミル
このミルは、直接成形による角材加工技術を採用しており、安定した成形、良好なパイプ表面品質、製品仕様変更の容易さといった利点があります。成形ミルは、破断部とフィンパスの2つの部分に分かれています。丸材から角材への加工技術と比較して、このプロセスではロールの使用量を30~70%削減し、ロールの共有と電動調整を実現し、ロール交換と調整にかかる時間を節約し、ミルの稼働率を向上させ、設備投資と予備部品の在庫を大幅に削減します。
圧延機は、成形機(破断部、フィンパス)、高周波溶接機、冷却装置、サイジングミル、伝動装置などから構成されます。
固体型高周波溶接機(GGP500KW)
①設計パラメータ
l 定格出力:500kW
l 定格直流電力:Pd=500kW
l 定格直流電圧:UdN=450V
l 定格直流電流:IdN=1330A
l 全体の効率:η≥85%
l 出力電力:Pout > 500kW
l 設計周波数:f=200~300kHz
あなた MOSFETインバータ:120kW×5
冷却システム:水冷式
冷間切断
主な技術パラメータ:
角パイプ:40x40~125x125
角パイプ:40x60~100x150
鋼管の厚さ:2~6mm
送りモード:サーボ式多段変速送り
最高速度:60m/分
ランアウトテーブル
機能:切断後のパイプを搬送し、斜めスタンドに搬送して搬送を確実にします スムーズに。
モード:ローラーグループは、多数のシングルローラー、ローラー、およびモータークロスレイアウトのローラーで構成されています。パイプポーク付き そしてパイプストッパー。