Обладая более чем 16-летним опытом, мы специализируемся на оборудовании для производства стальных труб.








Трубопрокатная линия HGF125x6 DFT
Параметры продукта
1. Рулон стальной полосы
Материал: катушки HR
Толщина стальной полосы: 2–6 мм
Ширина полосы стальной ленты: 160 ~ 500 мм
Допуск по ширине ±0,5 мм
Внутренний диаметр: Φ610 мм - Φ760 мм
Внешний диаметр: Φ1200 мм ~ Φ2200 мм
Максимальная грузоподъемность: 15 тонн
2. Технические характеристики стальных труб
Квадратная труба: 40 х40 мм - 125 мм x 125 мм
Прямоугольная труба: 40 x 60 мм -10 0 x15 0 мм
Толщина: 2–6 мм
Длина трубы: 4–14 м
3. Скорость плетения: Ma x 0,60 м/мин
Техническая схема производственной линии
Тележка для рулонов → Разматыватель → Устройство для снятия рулонов и выравнивания головок → Пятивальковая выравнивающая машина → Ножницы и торцевая сварка → Спиральный аккумулятор → Формовка → Высокочастотная индукционная сварка → Удаление наружных заусенцев → Полировальный валик → Водяное охлаждение → Калибровка → Холодная распиловка → Конвейер для рулонов
Гидравлический одноконусный разматыватель с устройством для снятия рулонов и тележкой для рулонов.
Одноконусный гидравлический зажим с устройством для снятия рулонов. Устройство для снятия рулонов оснащено прижимным роликом и приводится в движение двигателем. Конусная головка разматывателя удерживает рулон в режиме работы масляного цилиндра. Затем прижимной ролик прижимает стальной рулон, конусная головка вращается, ковш поднимается и отламывает стальной рулон. Когда головка рулона поворачивается к месту расположения ковша, ковш может перекатывать и выравнивать рулон.
Пятивалковый выравниватель
Имеется пара прижимных роликов. Выравнивающие ролики расположены сверху и снизу. Прижим осуществляется гидравлическим цилиндром, двигатель выравнивающих роликов приводится в движение червячной передачей с пониженной скоростью, червячные винты спереди и сзади синхронизируются по фазе с помощью втулки, что обеспечивает параллельность верхнего и нижнего выравнивающих роликов и, следовательно, достижение цели выравнивания.
Гидравлические ножницы и сварочный аппарат для стыковой сварки
Он используется для параллельной резки хвостовой части полосы, только что попавшей в аккумулятор, и головной части полосы, выходящей из разматывателя, с последующей сваркой их вместе.
Спиральный аккумулятор ( Внешний диаметр: 6,5 м)
Спиральный аккумулятор используется для прерывистой подачи стальной полосы из разматывателя и одновременно для непрерывной подачи стальной полосы в формовочный стан.
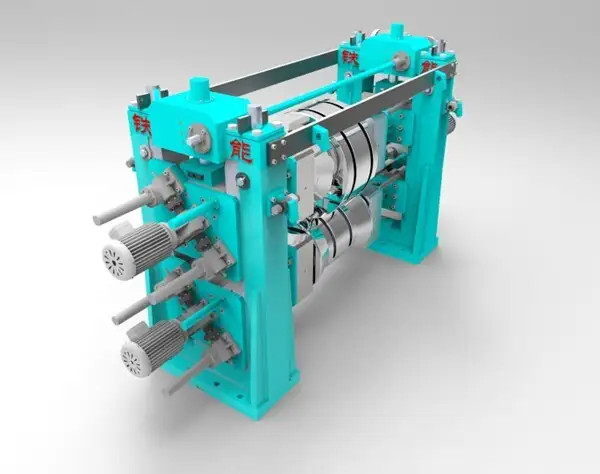
Формовочно-калибровочный стан
В прокатном стане используется технология прямой формовки в квадратные трубы, которая обладает преимуществами стабильной формовки, высокого качества поверхности труб и удобства изменения технических характеристик продукции. Формовочный стан разделен на две части: часть для разборки и часть для обработки ребер. По сравнению с технологией формовки в квадратные трубы, этот процесс позволяет сэкономить 30-70% валков, обеспечивает совместное использование валков и электрорегулировку, экономит время на замену и регулировку валков, повышает производительность стана и значительно снижает инвестиции в оборудование и запасы запасных частей.
В состав прокатного стана входят формовочный стан (для разборки, для прокатки ребер), высокочастотный сварочный аппарат, охлаждающее устройство, калибровочный стан и передающее устройство и т. д.
Высокочастотный сварочный аппарат твердотельного типа (GGP500KW)
① Разработанные параметры
л Номинальная мощность: 500 кВт
л Номинальная мощность постоянного тока: Pd=500 кВт
л Номинальное напряжение постоянного тока: UdN=450 В
л Номинальный постоянный ток: IdN=1330 А
л Общая эффективность: η≥85%
л Выходная мощность: Pout > 500 кВт
л Расчетная частота: f=200~300 кГц
у MOSFET-инвертор: 120 кВт × 5
Система охлаждения: водяное охлаждение
Холодная пила
Основные технические параметры:
Квадратная труба: 40x40~125x125
Прямоугольная труба: 40x60~100x150
Толщина стальной трубы: 2-6 мм
Режим подачи: сервоприводная многоскоростная подача
Максимальная скорость: 60 м/мин
Выйти из таблицы
Функция : подача труб после резки и транспортировка их на наклонный стенд для обеспечения подачи. плавно.
Режим работы: группа роликов состоит из множества отдельных роликов, роликов и роликов с поперечной компоновкой двигателя. С трубчатым прокалывающим устройством . и заглушка для трубы.