Avec plus de 16 ans d'expérience, nous nous spécialisons dans les équipements de production de tubes en acier.








Laminoir à froid pour glissière de sécurité à poutre en W à 2 ou 3 ondes LW750
Profil du produit
1. Poutre en W à 2 ondes ; Épaisseur : 1,2 mm - 3,0 mm ;
2. Poutre en W à 3 ondes ; Épaisseur : 1,5 mm - 3,6 mm ;
Dessin du processus de fabrication
{SteelTape}→→ Dérouleur à un arbre →→Pinçage et nivellement→→Cisaille et soudeuse bout à bout→→Accumulateur spiralé→→Poinçonnage→→Boucle →→Lanceur de profilage à froid→→Coupeur→→Table de sortie→→Emballage automatique
Description du produit
Cette ligne de production, développée par notre société, est un équipement spécial pour la fabrication de plaques de glissières de sécurité et de profilés en acier. Elle utilise des bandes d'acier de spécifications précises comme matières premières et, par formage à froid, produit des pièces en acier aux dimensions requises. L'unité présente une conception innovante, une utilisation et une maintenance aisées, ce qui la rend économique et pratique pour les investissements. Les matériaux typiques utilisés sont l'acier galvanisé et l'acier à faible teneur en carbone (IS2062-GR-E350). Notre société assure la conception, la fabrication, le pilotage, l'installation et la mise en service de la ligne de production.
Dérouleur hydraulique à arbre unique
Dérouleur hydraulique à arbre unique, alimenté par un moteur triphasé. Il est équipé d'un système de freinage et sa vitesse de déroulement est réglable par variateur de fréquence. Un bras oscillant assure le positionnement du matériau ; un capteur photoélectrique est fixé à son extrémité. Le dérouleur permet un déroulement bidirectionnel. Il dispose d'un système hydraulique indépendant et d'un bras de pression.
Niveleuse à cinq rouleaux
Il existe des paires de rouleaux de pincement et d'alimentation. Les rouleaux d'aplanissement sont disposés en deux parties supérieures et trois inférieures. La pression des rouleaux de pincement et d'alimentation est assurée par un vérin hydraulique. Le moteur des rouleaux d'aplanissement est entraîné par une roue dentée et une vis sans fin, ce qui réduit leur vitesse. Les vis sans fin avant et arrière peuvent être alignées par un manchon de liaison, garantissant ainsi le parallélisme des rouleaux de nivellement supérieur et inférieur et, par conséquent, l'aplanissement souhaité.
poinçonneuse hydraulique
Afin de garantir le positionnement précis de la bande avant son entrée dans la poinçonneuse, un cadre de rouleau neutre est prévu, et le premier groupe effectue le poinçonnage dans le mécanisme d'alimentation servo, équipé d'un dispositif de compression pneumatique et de mesure de vitesse par encodeur, de sorte que la position de poinçonnage soit plus précise.
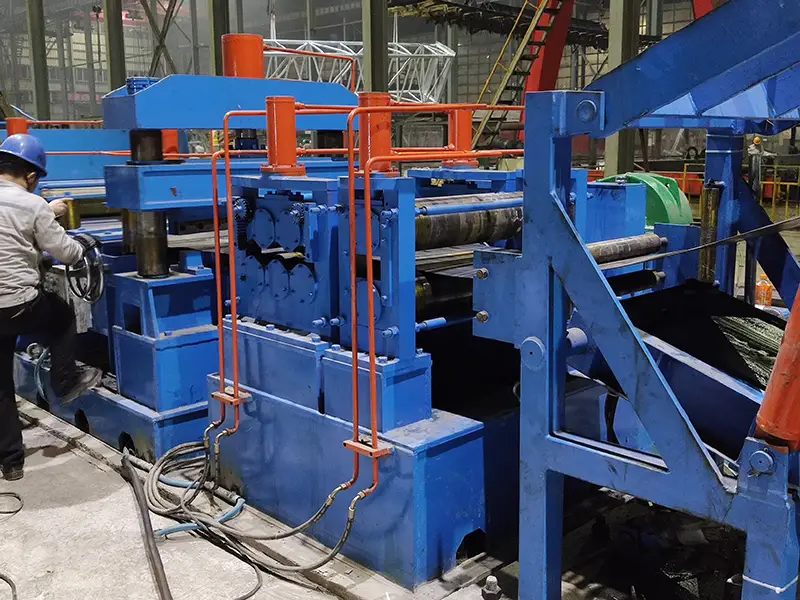
Laminoir de formage
Le laminoir de formage se compose de 18 ensembles de cylindres horizontaux. Les cylindres horizontaux sont en structure d'acier moulé.
Machine de découpe servo de suivi
Fonction : découpe de profils en continu. Machine de découpe à suivi par servomoteur, découpe d'inserts et de pièces brutes.
Caractéristiques de la structure : servomoteur, écran tactile de réglage de la longueur, découpe contrôlée par automate programmable, suivi de la vitesse d’éjection du profil, synchronisation des deux vitesses à la longueur définie, actionnement du vérin hydraulique pour la découpe du moule et du profil. Après la découpe, la machine se réinitialise.
Pourquoi nous choisir ?
Caractéristiques : haute précision de découpe, fonctionnement stable et grande adaptabilité aux matériaux.
Avantages : rendement de production élevé, largeur de bande uniforme, contrôle automatisé et faible gaspillage de matériaux.
Paramètres clés : plage de largeur/épaisseur de la bobine, vitesse de refendage, nombre de lames de refendage et tolérance de largeur de bande.
Quel est le délai de livraison pour cette machine ?
Il faut environ 4 mois.
Quelle est la durée de la garantie ?
2 ans, expert en pièces détachées et dommages d'origine humaine.