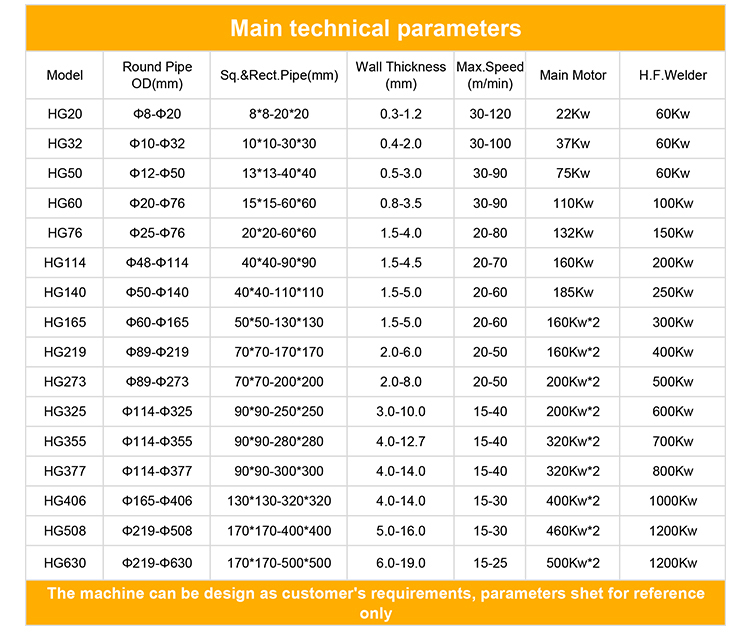
Мельница предназначена для производства круглой трубы φ89mm-φ273 мм с толщиной 4,0 мм-12От холодной и горячей полоски катушки с помощью неподготовленного трубчатого заготовки с его последующей сваркой в трубку, нагрев края посредством высокочастотного сварщика твердого состояния, сварки продольного шва, простирающих трубчатых машин, охлаждения, дальнейшего размера или формы и нарезки на стестной обрезании неотложной кубики в измеренных длинах.
Готовое изделие будет из круглой, квадратной и прямоугольной трубы.
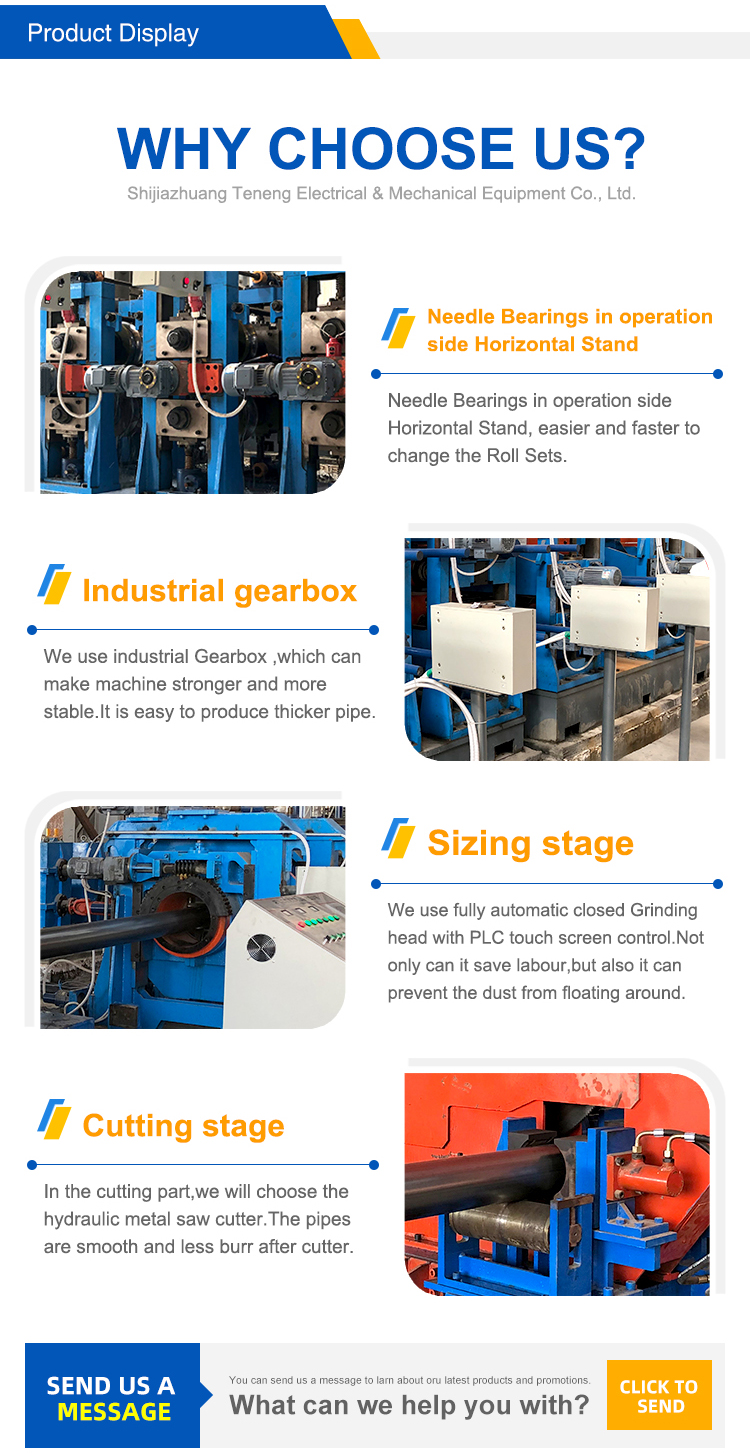
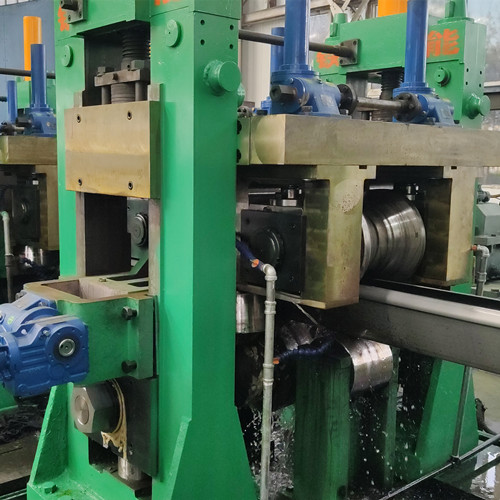
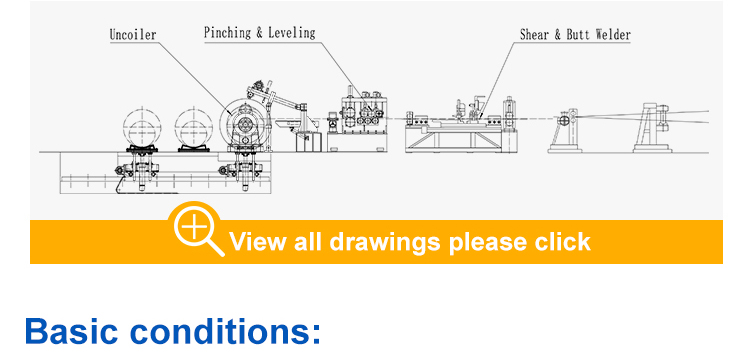
{Steel Tape}→→ Double-head un-coiler→→Five-roll Flattener →→Strip-head Cutter and welder→→Horizontal spiral accumulater →→Forming section(Flattening unit +Main driving unit +Formingunit +Guide unit +High frequency induction welding unit +squeeze roller)+ De-burr frame →→seam annealer→→Cooling unit →→ Sizing unit and straightener →→Flying saw контроль недостаточно
| Спецификация стальных труб | |
| Диаметр круглой трубы | Φ89 мм-Φ273 мм |
| Толщина трубы | 4,0–12,0 мм |
| Квадратные и прямоугольные трубы | 70×70-200X200 мм |
| Толщина трубы | 4,0 – 12,0 мм |
| Длина трубы | 6,0 м – 12,0 м |
| Допуск по длине | 0-6 мм |
| Спецификация стальной ленты | |
| Материал | Углеродистая сталь (δb≤500 МПа, δs≤235 МПа) |
| Внутренний диаметр | Φ600-800 мм |
| Наружный диаметр | Φmax=1800 мм |
| Ширина полосовой стали | 280-860мм |
| Толщина полосовой стали | 4,0-12,0 мм |
| Максимальный вес | 15,0 тонн |
| Электрическая установленная мощность | Аппро. 1800 кВт |
| Размер всей линейки | Аппро. 130X16м |
| Скорость линии | 10-40 м/мин |