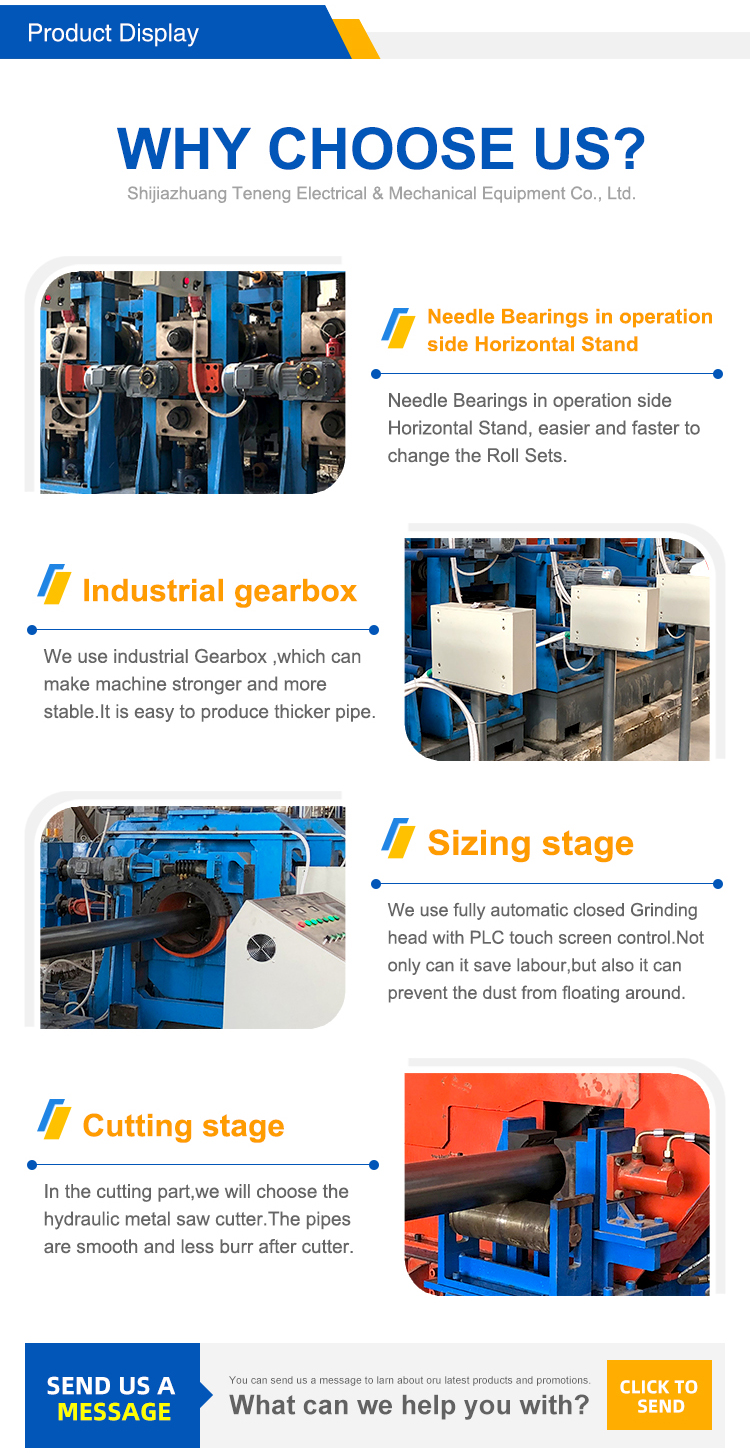
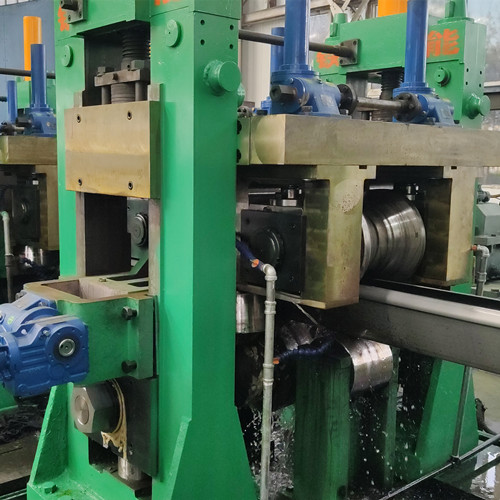
Формирование и размерная часть являются основными частями производственной линии ERW. Миллс принимает различные методы формования. Формируя часть изгиба стальной полосы в пробирку, путем контактного или индукционного высокочастотного сварщика, границы достигают температуры сварки на момент, а затем завершают сварку под сжатием роликов. После полива, размеров, выпрямления и т. Д. Быть произведены все виды труб.
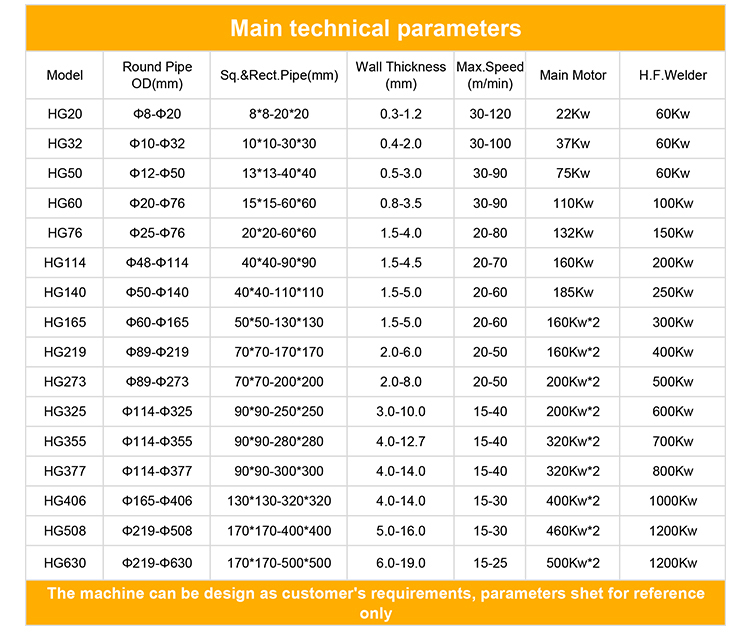
Тип: HG50
Диаметр продукта: OD15-OD50 мм
Толщина продукта: 0,7-2,75 мм
Материал стальной полосы: B≤588PN S≤380 МПа низкоуглеродистая сталь и низкопластная сталь
Скорость сварки: 20-80 м/мин
Моторная мощность: 150 кВт
Высокочастотный сварщик: сварщик с твердым состоянием или вакуумной трубкой.
Процессы процесса: не сдвижная сдвига и сварка и ваккумулятор-формирования сварщиков-сварщики-сварщики-сварщики-компонента-компьютера летающих пищевых лиц-гидравлических испытаний и т. Д.
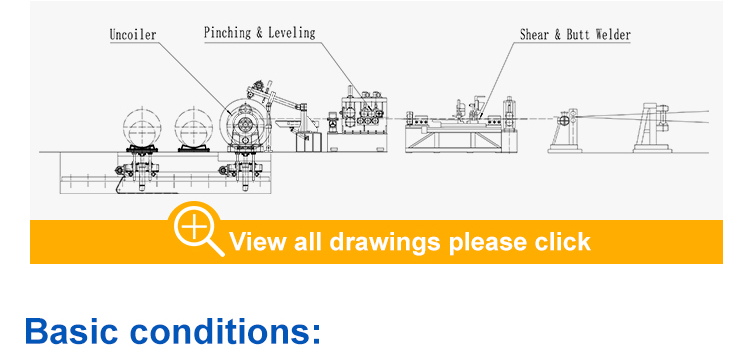
{SteelTape}→→ Разматыватель с двумя головками →→Резак и сварочный аппарат с полосовой головкой→→Спиральный аккумулятор→→Формовочная секция (Узел выравнивания + Главный приводной блок + Формовочный блок + Блок направляющей + Установка высокочастотной индукционной сварки + Прижимной ролик) + Рама для удаления заусенцев →→Охлаждающий блок →→ Калибровочный блок и правитель →→Холодная пила под компьютерным управлением →→ Беговой стол→→Полуавтоматическая упаковочная машина
| Спецификация стальных труб | |
| Диаметр круглой трубы | Ø12 - Ø50 мм |
| Толщина трубы | 1,2–4,0 мм |
| Квадратные и прямоугольные трубы | 20X20–60X60 мм |
| Толщина трубы | 1,2–3,0 мм |
| Длина трубы | 6-9 мин. |
| Допуск по длине | 0-6 мм |
| Спецификация стальной ленты | |
| Материал | Углеродистая сталь (δb≤500 МПа, δs≤235 МПа) |
| Внутренний диаметр | Φ470-Φ510мм |
| Наружный диаметр | Φmax=1900 мм |
| Ширина полосовой стали | 80-240 мм |
| Толщина полосовой стали | 1,2-4,0 мм |
| Максимальный вес | 3,0 тонны |
| Электрическая установленная мощность | окпро.450 кВт |
| Скорость линии | 1,5 мин.3/ч |